 公司簡介
公司簡介 企業文化
企業文化 榮譽資質
榮譽資質 企業裝備
企業裝備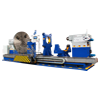 重型臥式車牀系列
重型臥式車牀系列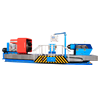 軋輥車牀系列
軋輥車牀系列 大型臥式車牀系列
大型臥式車牀系列 數控端面車牀系列
數控端面車牀系列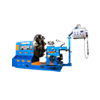 大型落地車牀系列
大型落地車牀系列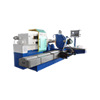 車銑磨組合機牀系列
車銑磨組合機牀系列 立式車牀系列
立式車牀系列 龍門銑牀系列
龍門銑牀系列 公司新聞
公司新聞 行業動態
行業動態 常見問題
常見問題

 歐洲
歐洲 南美洲
南美洲 北美洲
北美洲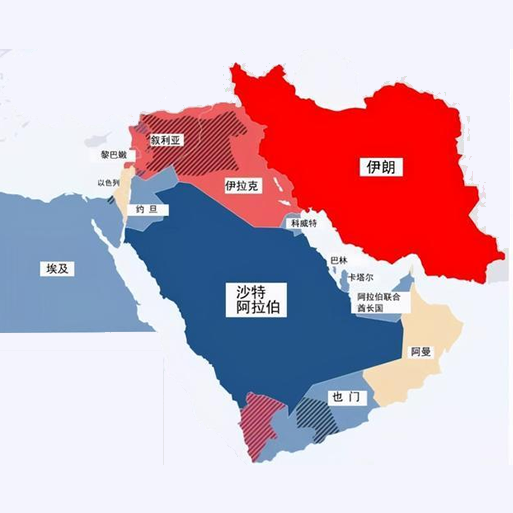 中東
中東 東南亞
東南亞 東亞
東亞當加工曲線輪廓時,對於刀具半徑補償功能的數控系統,可不必求出刀具中心的與被動軌跡,只需按被加工工件輪廓曲線編程,同時在程序中給出道刀具半徑的補償指令,就可加工出零件的輪廓曲線,使編程工作簡化,如圖4.14所示。
(1)刀具半徑左補償指令g41和右補償指令g42
刀具半徑左補償是指沿着刀具與被動方向向前看(假設工件不懂),刀具位於零件左側的刀具半徑補償,指令代碼爲g41,如圖4.15所示。
刀具半徑右補償是指沿刀具運動方向向前看(假設工件不動),刀具位於零件右側的刀具半徑補償,指令代碼爲g42,如圖4.16所示。
程序格式;
d-;
g00(g01)g41(g42)x-y-z:
式中的x、y或表示刀具移至終點時,輪廓曲線(編程軌跡)上點的座標值:d爲刀具半徑補償寄存器地址字,後面一半用兩位數字表示偏置量的代號,偏置量可用mdl方式輸入。
爲了保證刀具從無半徑補償運動到所希望的刀具半徑補償起始點,必須用一直線程序段g00或g01指令來建立刀具半徑補償。
(2)取消刀具半徑補償指令g40
最後一段刀具半徑補償軌跡加工完成後,與建立刀具半徑補償類似木葉應該有一直線程序段g00或g01指令取消刀具半徑補償,以保證刀具從刀具半徑補償終點運動到取消刀具半徑補償點。
(3)g41、g42與順逆銑的關係
1)g41是在相對於刀具前進方向左側進行補償,當主軸正傳時,此時相當於順銑,如圖4.17(a)所示。
2)g42相當於逆銑。銑削時,銑刀切入工件時的切削方向與工件進給方向相反,稱爲逆銑。g42是在相對於刀具前進方向右側進行補償,當主軸正轉時,此時相當於逆銑,如圖4.17(b)所示。
從刀具壽命、加工精度、表面粗糙度而言,順銑效果較好,因而g41使用較多。
(4)刀具半徑補償應用實例。如圖加工長240mm、寬200mm、深10mm的槽腔。粗切已經完成。工件座標系的原點x0、y0設在槽腔中心,z0在槽腔的上面。下面就是精銑此槽腔的簡單nc程序,銑從這裏來認識一下nc程序的常規結構和刀具補償的應用。
程序;
n10tl; 尋1#刀(數控鏜銑牀或去手加工中心換刀)
n20l06 加工中心執行含有m06的子程序進行換刀
n30g0g90g54x0y0sl000m03 刀具在xy平面定位並旋轉
n40d1z100; 刀具補償建立
n50z100; 刀具在切削平面定位
n60g1g41x120f100,以切削速度運行至路口切入點,刀具半徑左補償
n70y100; 運行至(x120,y100)
n80x-120; 運行至(x120,y100)
n90y-100; 運行至(x120,y100)
n100x120: 運行至(x120,y100)
n110y0; 運行至(x120,y0)
n120g40x0y0; 迴歸中心並取消半徑補償
n130g0z200m05 刀具回退,主軸停轉
n140 m30; 程序結束

 客服1
客服1  客服2
客服2